

由于齿轮组阻挡,故无法像真铁靠一条轴实现同步转动。则需要通过齿轮绕开并传递转动。
所需材料:
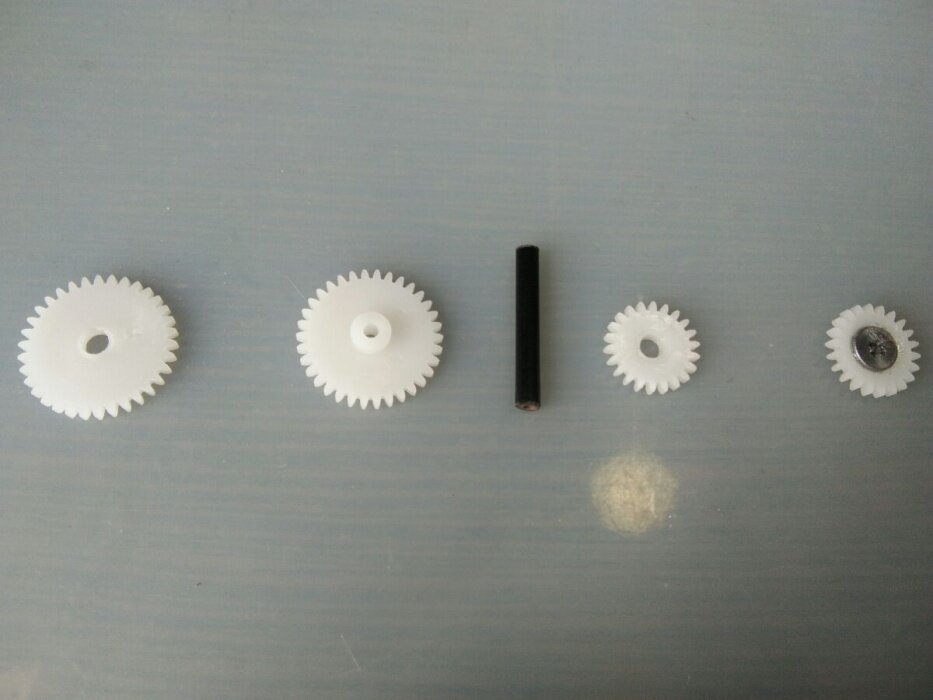
0.5模34齿单层齿轮*2 紧配3mm轴(内径2.95)
0.5模22或24齿(下文概括为22齿)单层齿轮*2
合适长度的3mm棒一根
算上邮费不足15
齿轮不必一定是此齿数,可按波箱预留的孔与快慢机的中心间的距离选择其他合适的齿数。
我已尽可能降低打磨的需要,若有更简便的方法欢迎优化、讨论。
下文我会偏运作的原理,以便理解为什么这样搞,理论指导实践嘛。
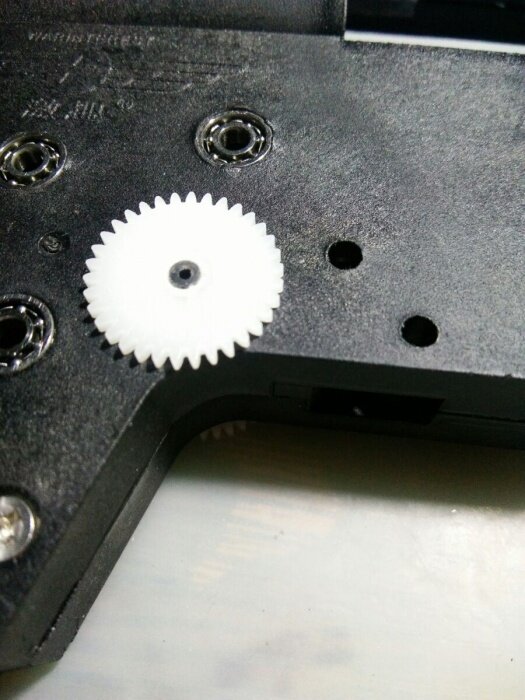
两个34齿在波壳上,两齿轮是用3mm轴固定在一起。
另两个齿与两边的快慢机相连。
转动其中一边快慢机时,所相连22齿轮会带动这34齿齿轮,最后带动另一边的22齿齿轮,从而另一边的快慢机亦会跟着转动。
先说抛壳窗侧的齿轮该如何处理。
这一边比较省事,齿轮厚度小于2mm则无需任何打磨处理。34齿塞入3mm轴,24齿用螺丝与快慢机相连即可。
若像我用原装装饰用的单连指示,则需要在中心处钻孔,再用大一号的自攻螺丝固定。若不想露出螺丝,则把螺丝拧好在齿轮上后再用胶水粘住,最后用齿轮整体看作螺丝。另外齿轮上还需打磨沉头槽,否则空间不够,凸出的螺丝会顶到波,转动不畅。
在导电片一侧的处理稍显麻烦,因为需要保留快慢机的拨片以使导电片移动。
那么22齿轮则需要放在拨片上方或下方。两者区别不大,在其上方齿轮与快慢机中心的结合比较容易,不易造成偏差。
但无论怎么放,空间都是不够的。需要打磨。一个是可以打磨机匣以获得更大的空间,一个是打磨拨片和齿轮以对空间要求更小。由于现在的糟糕情况,机匣少货,快慢机导电片等配件尚易找到,价格亦无膨胀。建议还是选择后者。
此时需看波与下身间有多大的空隙,以确定需打磨多少。
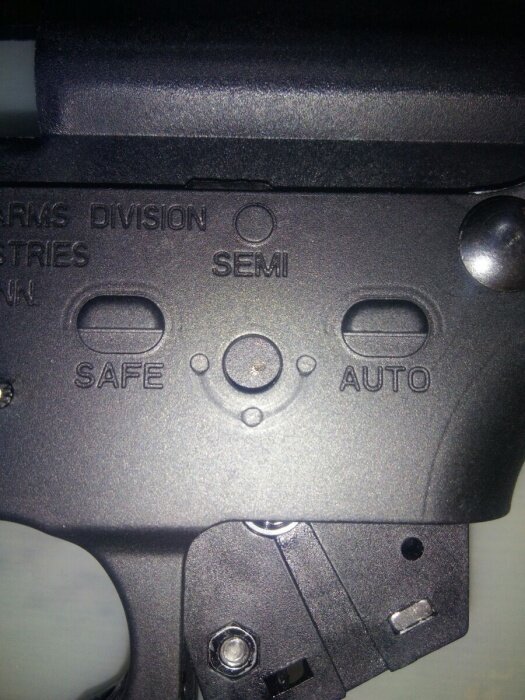
在此之前先将波壳放入机匣,拨动快慢机,标记好保险档和连发档导电片所在的各位置

后面会用到
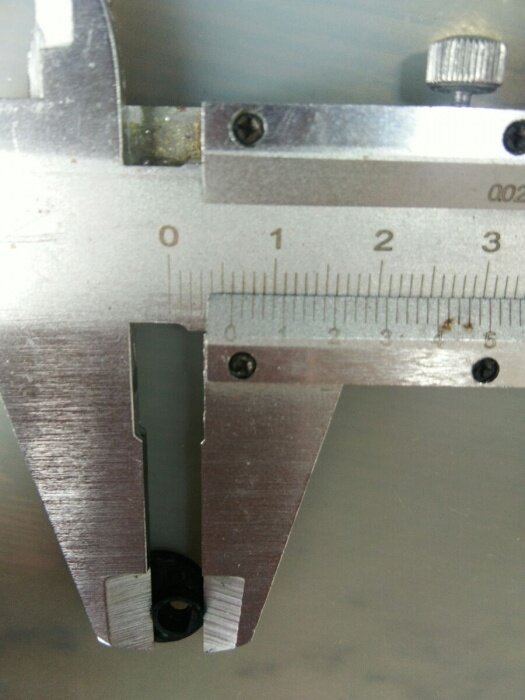
再将快慢机拆去,把波放入固定,如图测量

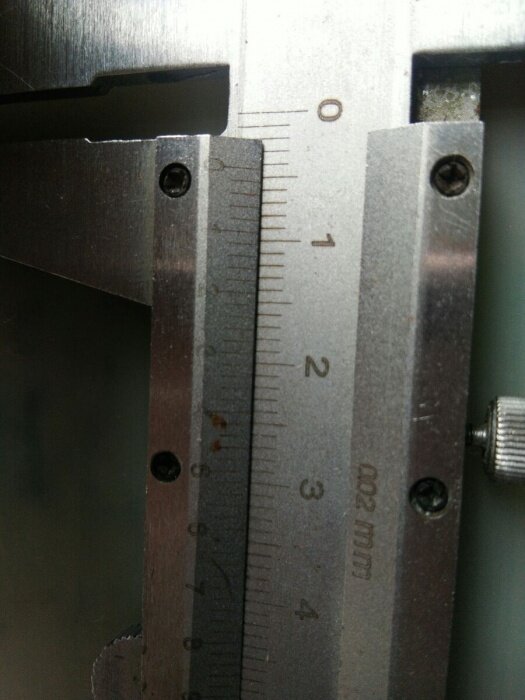
我量得数据如图,供参考,4.4mm
此处再标记一下快慢机中心在波壳上的位置,等下会用到。
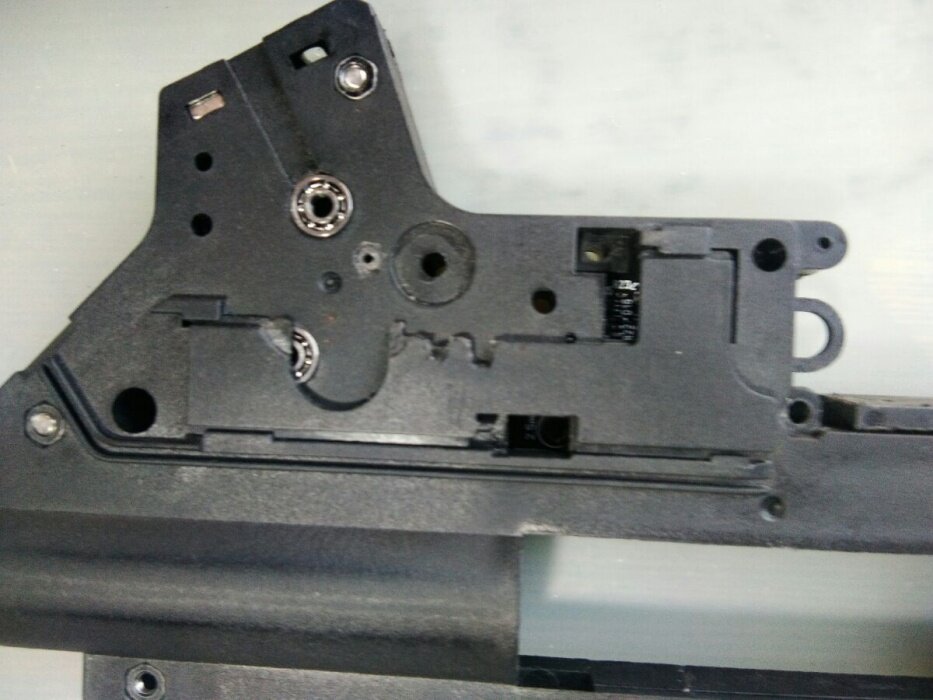
再量机匣的壁厚,2.2mm

则可以得知空隙是多少了,我的是2.2。
我的想法是拨片和齿轮各留1mm,齿轮开个与拨片的柱子相同尺寸的孔,最后将齿轮套入拨片。
测量,6mm
记下,量拨片厚度,标记1mm位置


齿轮同
接下来就是拨片的磨薄
用铣刀可以提高效率,大概十来分钟即可搞掂。


齿轮磨薄与钻孔

最后将齿轮套入拨片

此时齿轮有一圈是比拨片大出的,需要考虑到是否会与导电片有冲突,以免转动时卡住。
将组合后的拨片的中心与前文标记好在波壳上的快慢机中心重合。再将导电片和拨片分别移到保险、连发两档位(导电片位置之前已标记好)。记下冲突的地方。


再将34齿也放上,同上,若有多冲突则再标记。我这是有的。若无则不管,如有则不能仅磨导电片了,需将34齿亦磨为1mm。当然也是可避免此处打磨的,在确定齿轮时这对齿轮选小一些即可,比如四个齿轮都换成28/29齿或将34齿放在快慢机处即可。
将冲突的地方磨剩1mm,后面故技重施罢尔,不做过多赘述了。



此齿轮除了磨薄外还需拿垫片垫高,以避开与导电片冲突的地方。
大概将贴到机匣但无摩擦即可,我是垫了1.3mm,供参考,具体是多少还得自己测量。

之后将导电片装上
再将拨片组合装上机匣,最后装波固定,转动快慢机看导电片移动正确与否
若正常则可将拨片组合粘牢了

最后装上其他齿轮就完成了。
说点无甚关系的。最好还是用金属件,尼龙易磨损我的快慢机d轴快变圆了,受力会滑动,无疑对精度是有影响。

如果手上的发射器情况不同,则不建议过多研究,花费成本与时间都不值得,买成品的划算得多。撸吊堂有双边成品。















